 සිංහල
සිංහල English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba










අද අපි PCB SMT ස්ටෙන්සිල් නිෂ්පාදනය කිරීමේ අවසාන ක්රමය ගැන ඉගෙන ගන්නෙමු: දෙමුහුන් ක්රියාවලිය.
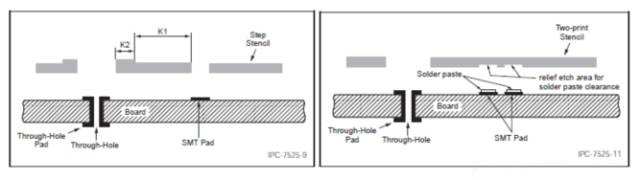
දෙමුහුන් ක්රියාවලිය ස්ටෙප් ඇක්ටිං ස්ටෙන්සිල් හෝ ස්ටෙන්සිල් 2 ක් සමඟ ඝනකම සෑදීමේ තාක්ෂණය ලෙසද හැඳින්වේ. තනි වානේ පත්රයක්, සාමාන්යයෙන් එක ඝනකමක් පමණක් ඇති සම්මත ස්ටෙන්සිල්ට වඩා වෙනස් වේ. මෙම ක්රියාවලියේ අරමුණ වන්නේ පුවරුවක ඇති විවිධ සංරචක අතර පෑස්සුම් පරිමාව සඳහා විවිධ අවශ්යතා සපුරාලීමයි. පියවර ස්ටෙන්සිල් නිෂ්පාදන ක්රියාවලිය කලින් සඳහන් කළ ස්ටෙන්සිල් සැකසුම් ක්රමවලින් එකක් හෝ දෙකක් ඒකාබද්ධ කර තනි ස්ටෙන්සිල් නිර්මාණය කරයි. සාමාන්යයෙන්, බොහෝ SMT එකලස් කිරීමේ කර්මාන්තශාලා වානේ පත්රයේ අවශ්ය ඝණකම ලබා ගැනීම සඳහා ප්රථමයෙන් රසායනික කැටයම් ක්රමය භාවිතා කරයි, ඉන්පසු සිදුරු සැකසීම සම්පූර්ණ කිරීම සඳහා ලේසර් කැපීම භාවිතා කරයි.
පියවර ස්ටෙන්සිල් වර්ග දෙකකින් පැමිණේ: Step-up සහ Step-down. මෙම වර්ග දෙක සඳහාම නිෂ්පාදන ක්රියාවලිය අත්යවශ්යයෙන්ම සමාන වේ, ප්රශ්නගත ප්රදේශයේ ඝනකම වැඩි වීමක් හෝ අඩුවීමක් අවශ්යද යන්න මත පදනම්ව ඉහළ සහ පහළ අතර තීරණය වේ. විශාල පුවරුවක (විශාල පුවරුවක ඇති CSPs වැනි) කුඩා තණතීරු සංරචක සඳහා එකලස් කිරීමේ අවශ්යතා සඳහා බහුතර සංරචක සඳහා වැඩි පෑස්සුම් ප්රමාණයක් අවශ්ය නම්, කුඩා තණතීරුව CSP හෝ QFP සංරචක සඳහා අඩු සොල්දාදුවක් අවශ්ය වේ. කෙටි පරිපථ වැලැක්වීම සඳහා, හෝ හිස්කමක් අවශ්ය නම්, Step-down stencil භාවිතා කළ හැක. මෙය කුඩා තණතීරු සංරචකවල ස්ථානවල වානේ පත්රය තුනී කිරීම, මෙම ප්රදේශ වල ඝණකම අනෙකුත් ප්රදේශවලට වඩා අඩු වේ. ඊට ප්රතිවිරුද්ධව, නිරවද්ය පුවරුවක ඇති විශාල-පින් සංරචක කිහිපයක් සඳහා, වානේ පත්රයේ සමස්ත තුනී බව හේතුවෙන් පෑඩ් මත තැන්පත් වී ඇති පෑස්සුම් පේස්ට් ප්රමාණවත් නොවීම හෝ සිදුරු හරහා නැවත ගලා යාමේ ක්රියාවලීන් සඳහා, පෑස්සුම් පේස්ට් විශාල ප්රමාණයක් විය හැක. සමහර විට සිදුරු තුළ ඇති පෑස්සුම් පිරවීමේ අවශ්යතා සපුරාලීම සඳහා සිදුරු හරහා අවශ්ය වේ. එවැනි අවස්ථාවන්හිදී, Step-up stencil අවශ්ය වන අතර, විශාල පෑඩ් හෝ හරහා සිදුරු ඇති ස්ථානවල වානේ පත්රයේ ඝනකම වැඩි කර තැන්පත් කරන ලද පෑස්සුම් පේස්ට් ප්රමාණය වැඩි කරයි. සැබෑ නිෂ්පාදනයේ දී, ස්ටෙන්සිල් වර්ග දෙක අතර තේරීම පුවරුවේ ඇති සංරචක වර්ග සහ බෙදා හැරීම මත රඳා පවතී.
මීළඟට අපි SMT ස්ටෙන්සිල් වල පරීක්ෂණ ප්රමිතීන් හඳුන්වා දෙන්නෙමු.
